
Comité de défense du VERITABLE CAMEMBERT
Déjà en 1909
cliquez sur le logo pour revenir à la page d'accueil de l'association
Témoignages recueillis dans le cadre de Mémoire et Patrimoine du Renouard
DU LAIT AU CAILLE
Dans chaque ferme, la
fabrication était généralement assurée jour après
jour, par la maîtresse de maison.
Les hommes se réservait le droit d’aller au marché.
La répartition des rôles est fondamentale
![]() les
vaches étaient tirées trois fois par jour en été,
et seulement deux fois en hiver.
les
vaches étaient tirées trois fois par jour en été,
et seulement deux fois en hiver.
Tôt le matin, la première traite permettait d’amener le lait chaud à la laiterie dans des chanes.
La «Maîtresse», pendant ce temps, tournait les fromages faits la veille.
Après écrémage, sauf en été, le lait était tiédi en le faisant chauffer dans des chaudières, jusqu’à 35° environ, température de la sortie de la mamelle de la vache, en retirant une partie de la «fleurette».
Les fermes faisaient avant tout du beurre.
Puis le lait était coulé et réparti dans des poêles à lait.
On y ajoutait le lait du soir dans la proportion de 1 pot et demi du soir pour 2 du matin.
Une servante mélangeait soigneusement le tout, pendant que la maîtresse préparait la tournure en quantité suffisante pour cailler le lait en 20 minutes.
L’emprésurage se faisait avec de l’extrait de caillette, estomac de veau non sevré qui permettait la préparation de la présure. La maîtresse en faisait macérer un petit morceau dans de l'eau peu vinaigrée pour obtenir de la « tournure ».
La présure était préparée sur place.
 C'est
la maîtresse encore qui versait la tournure et la mélangeait,
en prenant soin «d'arrêter» le lait.
C'est
la maîtresse encore qui versait la tournure et la mélangeait,
en prenant soin «d'arrêter» le lait.
Chaque baquette était recouverte d'un linge propre et sec.
Pendant que le lait prenait, maîtresse et servante s'en allaient déjeuner.
Quand elles revenaient, le lait était pris, caillé.
Le traitement du lait caillé et les moules variaient suivant les types de fromages.
MOULAGE DU CAMEMBERT
 Le
moulage était réalisé sans égouttage préalable
directement à partir du lait caillé, sans le briser
à l'aide de louches (égales au diamètre du moule) : 5
passages successifs discontinus sur 5 heures.
Le
moulage était réalisé sans égouttage préalable
directement à partir du lait caillé, sans le briser
à l'aide de louches (égales au diamètre du moule) : 5
passages successifs discontinus sur 5 heures.
Les moules étaient remplis avec précaution pour ne pas briser le caillé, ce qui accélérerait la sortie du sérum.
Le moulage à la louche facteur de goût : égouttage lent.
Pendant son égouttage, en salles chaudes, le rabattage a pour but d'égaliser la surface du caillé et de détacher le caillé collé à la paroi du moule perforé. Quelques heures après, quand les fromages sont suffisamment égouttés, ils sont retournés.
 Le
lendemain matin, le caillé a pris sa forme. Il est sorti des moules
afin d'être entreposé sur des claies et salé au sel sec
uniquement, sur son pourtour et ses faces.
Le
lendemain matin, le caillé a pris sa forme. Il est sorti des moules
afin d'être entreposé sur des claies et salé au sel sec
uniquement, sur son pourtour et ses faces.
Au 3e jour, les fromages sont transférés dans des hâloirs où règne une température de 10° C à 14° C, en baisse sensible par rapport aux salles chaudes afin d'éviter le développement exagéré de la flore de surface appelée « graisse » et une hygrométrie de 90 % environ. Là, ils reposeront pendant 12 jours, et seront retournés.
AFFINAGE
La durée de l'affinage à compter du premier jour de fabrication, doit être au minimum de 21 jours, dont 16 dans l'aire géographique délimitée.
 Entreposés
dans des hâloirs de repos, à partir du 8e jour, ils se couvrent
de moisissures : on note l'apparition de ferments rouges dits bacterium linens
sous forme de petites tâches orangées., on dit qu'ils «
fleurissent ».
Entreposés
dans des hâloirs de repos, à partir du 8e jour, ils se couvrent
de moisissures : on note l'apparition de ferments rouges dits bacterium linens
sous forme de petites tâches orangées., on dit qu'ils «
fleurissent ».
Quand les fromages commencent à suer, on les transporte à la cave où l’on continue l'affinage sur planches, cave fraîche et à hygrométrie voisine de la saturation.
L'importance des étapes essentielles (emprésurage, moulage, égouttage et salage) est amplifiée par le jeu des transferts de salles (chaudes à aérées).
 L'art
du fromager sera alors d'en contrôler le maillage si déterminant
pour l'affinage du fromage.
L'art
du fromager sera alors d'en contrôler le maillage si déterminant
pour l'affinage du fromage.
Au terme des 12 jours de hâloir soit 15 jours en comptant les trois premiers jours de fabrication, le fromage est dit camembert "moussé blanc", au 22e jour, "affiné ", entre 30 et 31 jours, "à point" ou "demi-affiné" (mince filet blanc au centre de la pâte).
QUALITE GUSTATIVE
L’appréciation des caractéristiques sensorielles d’un produit est variable d’un individu à l’autre. Elle dépend de la perception et des préférences de chacun. Les recherches basées sur l’analyse sensorielle visent à mieux comprendre l’ensemble des mécanismes qui interviennent dans l’élaboration des notions de plaisir ou de rejet.
 IDENTIFICATION
VISUELLE
IDENTIFICATION
VISUELLE
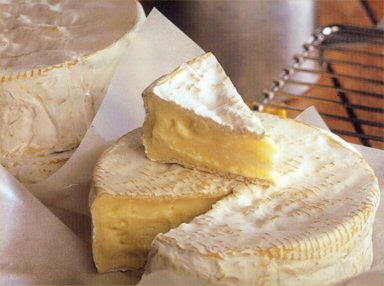
Le choix d'un camembert traditionnel, au lait cru, moulé à la louche est délicat.
II doit être de forme régulière, avec des surfaces planes, une croûte blanche duvetée et parsemée de quelques pigmentations rouges. Sa pâte est lisse et souple, et de couleur blanche à jaune clair. Au goût, selon l'affinage, il est fruité ou relevé, mais jamais amer.
Certains le préfèrent jeune, avec un bouquet léger et une saveur fraîche. D'autres le choisissent demi-affiné, avec une saveur plus prononcée. La plupart le recherchent « à point », affiné avec juste un mince filet de pâte blanche au milieu du fromage. Il est alors âgé d'environ 30 jours, au summum de ses qualités ; bouquet discret, saveur épanouie, « un délice » ! «une merveille » ! - Passé ce stade, de délicieux, le camembert devient fort. Il a ses amateurs.
Dans tous les cas, le fromage doit être « chambré », au moins deux heures avant de le consommer. C'est très important !
Le fromage doit toujours être servi à la température du vin.
Sur plateau, le camembert doit être servi entamé.